High-speed rail grinding and metal removal
Written by Dr. Allan M. Zarembski, PE, FASME, Honorary Member of AREMA, vice president consulting services and strategic projects, Harsco Rail’s ZETA-TECH Business Unit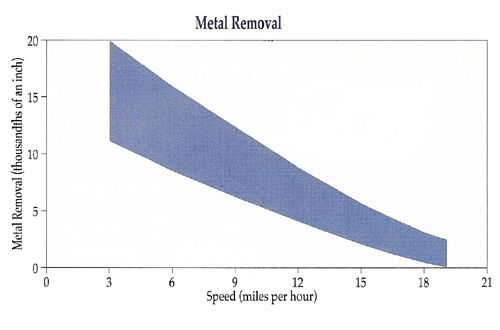
Figure 1: Metal removal versus grinding speed.
Controlling grinding speed allows for the amount of metal removal to be fine-tuned and results in improved effectiveness and utilization of grinding operations.
As railroads increasingly rely on rail grinding to maintain their rail condition, the need to perform this maintenance operation with a minimum of track occupancy time and associated disruption to traffic, likewise, takes on increased importance. Traditional rail grinding’s relatively low speeds of operation, usually in the two to eight mph range, requires significant track occupancy time, which increases the cost and impact of rail grinding, particularly on high density mainline tracks. The new generation of rail grinding trains have significantly increased grinding speed of rail grinding capabilities, which have increased the ability of railroads to maintain and profile the rail with a minimum disruption to rail operations and associated train delay costs. Grinding speeds in the range of 12-14-plus mph allows for single high-speed grinding passes resulting in shorter track occupancy requirements, an important consideration for maintenance of high-density rail lines. The improved control systems associated with this modern generation of rail grinding equipment provides the ability to fine tune the metal removal by controlling the grinding speed of the equipment. Thus, fast, controlled grinding passes allow for light maintenance grinding, with metal removal of the order of 0.002 inches to 0.006 inches per pass. This fast, light, single-pass grinding improves the utilization of the grinding trains and the effectiveness of the rail grinding operation in rail profile and surface condition maintenance.

Shows the distribution of metal removal across the railhead (pattern#16).
Grinding speed represents one of the key control parameters in determining the type of grind, its extent (depth) and its quality. Grinding at a speed beyond the capability of the equipment will result in a non-uniform finish, with “chatter,” surface blemishes and uneven metal removal. Increasing the forward speed of the grinding train generally results in a decrease in metal removal. That is because the grinding wheel spends fewer rotations over a given location on the rail head. Thus, for example, a 3,600 rpm grinding wheel, moving forward at a speed of four mph will apply approximately 30 cutting revolutions on each yard of rail. If the forward speed was doubled to eight mph, the same yard of rail will receive only 15 cutting revolutions of the same grinding wheel and at 12 mph, it receives 10 cutting revolutions of the grinding wheel. Thus, the total number of cuts decreases, with a corresponding decrease in the amount of metal removed during the passage of the grinding motor. In addition, the distance between grinding “marks” will increase with speed, corresponding to the increased distance traveled by the grinding train during each rotation of the wheel.
This relationship, however, is not always linear since there are nonlinear effects associated with increased/decreased efficiencies of cut and the grinding stone-rail interaction effects, which vary as a function of grinding speed, grinder design and associated dynamic characteristics and grinding stone type and rail surface condition.
The overall relationship between metal removal and speed is illustrated in Figure 1, which shows the reduction in metal removal as a function of increased forward speed of the train. While there is some variation in metal removal as a function of speed, illustrated by the band width of the curve in this figure, speed does represent an effective means of controlling the amount of metal removed for each pass. This effect forms the basis of modern high-speed preventive maintenance grinding that uses a single, high-speed, light-metal-removal pass (applied at frequent intervals) to control the profile of the rail and prevent the development of fatigue damage.

The area of metal removal versus speed (Fixed grinding pattern).

The maximum depth of metal removal versus speed (Fixed grinding pattern).
This ability to grind rail at increased speeds has been accomplished through the introduction of a new generation of sophisticated control systems together with specially-designed high-speed buggies. This increase in grinding speed has been quite dramatic, going from the four to eight mph grinders of the 1980s to the modern 10 to 14-plus mph grinders. In fact, the newest generation of rail-grinding equipment has demonstrated the ability to grind at speeds of up to 18 mph on a limited basis2 and production grinding in the 14-plus mph range, though 10 to 12 mph remains as the more common top production speed range.
By allowing for a high pass grinding pass, which removes a carefully controlled amount of metal, rail grinders can optimize their rail maintenance operations, removing small amounts of surface-damaged metal and restoring profiles, on an ongoing preventive maintenance basis. This is the basic concept of preventive grinding, with shallow, fast and frequent grinding passes used to control the rail profile, the wheel/rail interface and the development of rail defects. Furthermore, by performing this activity at higher and higher speeds, railroads can schedule these preventive grinding passes on a more frequent basis, minimizing disruption to traffic and train schedules.

The maximum depth of metal removal versus grinding speed.

The area (cross-sectional) of metal removal versus grinding speed.
This increase in grinding technology has also been matched by improved measurement technologies, allowing for the careful monitoring of both metal removal and profiles. This new measurement technology allows for the measurement of metal removal down to 0.001 inches and allows for careful monitoring of metal removal as a function of speed, pattern and even grinding trains. Recent measurements on a major Class 1 railroad during a four year period, 2007-2010, allowed for the development of metal removal versus speed and pattern data for two new-generation, high-productivity 2880 HP grinding trains.3
It is important to note that these metal removal curves are a function of several key variables to include:
Grinding horsepower
Number and size (power) of grinding motors
Grinding speed
Grinding pattern
Grinding equipment design
Grinding stone technology
Condition of rail being ground
Thus, changing patterns, which changes the distribution of grinding motors across the rail head, will result in a different metal removal signature. Since the depth of metal removal varies across the rail head as a function of the grinding motor concentration associated with a given grinding pattern, the location of maximum metal removal varies across the railhead. This is illustrated in Figure 2, where the maximum metal removal point occurs approximately 1.2 inches to the gauge-side of the center of the rail head. Another commonly used measure of the metal removal is the area of the difference curve which corresponds to the area of metal removal across the rail head (i.e., the area under the curve in Figure 2). Thus, metal removal performance can be defined either in terms of a maximum point on the railhead (which varies from pattern to pattern) or as an area under the railhead.
Grinding speed is a key metal removal factor, which allows for changing of metal removal for a given grinding train, as it moves down the track and the metal removal needs vary from site to site. By taking metal removal measurements at a range of grinding speeds it is possible to define a metal removal versus speed curve, such as presented in Figures 3A and 3B, for metal removal area and maximum depth, respectively. As can be seen in these figures, the metal removal clearly decreases with increasing speed in the manner previously illustrated in Figure1 for the speed range of seven to 12 mph.

The maximum depth of metal removal versus grinding speed of all grinding.
Noting that the metal removal is dependant on such key parameters as total grinding horsepower and grinding pattern, as well as speed, it is possible to develop grinding effectiveness curves for a given class of rail grinders, for a given set of patterns or combined similar patterns.
Figures 4A and 4B illustrate such a curve which presents the effectiveness of high-speed grinding as performed by a new-generation 2880 HP high-productivity grinding train.4 Figure 4A shows maximum depth of metal removal versus speed in the range of eight to 14 mph for two different grinding patterns. Figure 4B shows total cross-sectional area of metal removal versus speed in the range eight to 14 mph, likewise, for the same two grinding patterns. Note average and upper bound curves are superimposed onto the actual data points to more clearly illustrate the speed dependency behavior.
As can be seen in Figure 4A, the range of metal removal depth clearly varies with speed with a metal removal range of 0.016 to 0.036 inches at eight mph decreasing to 0.008 to 0.024 inches at 14 mph. The metal removal area shows a similar behavior in Figure 4B.
Figure 5 presents the metal removal versus speed curves for the full range of grinding patterns, to include top, gauge and field side patterns. As can be seen in this figure, the range of metal removal at any given speed is significantly greater (e.g. 0.15 to 0.070 inches at eight mph). However, the overall metal versus speed removal curve retains the same overall decreasing shape (dropping to 0.010 to 0.040 inches at 14 mph).
Thus, it can be seen that proper management of the grinding speed can allow for control of metal removal to optimize the effectiveness of the rail grinding operations. In particular, this allows for the implementation of high-speed preventive maintenance grinding which uses shallow, fast and frequent grinding passes to control the rail profile, the wheel/rail interface and the development of rail defects.




