Squats & Studs: Emergent Damage Mechanisms on Rail Transit Systems
Written by Jeff Tuzik, Managing Editor, Interface Journal
Richard Stock, Global Head of Rail Solutions at Plasser & Theurer.
Courtesy of Mike Yuhas
ATLANTA - Railway Track & Structures, March 2024 Issue. The unforgiving environment of the wheel/rail interface creates many damage mechanisms. These manifest in defects as varied as corrugations, rolling contact fatigue, and gage-corner cracking, to name only a few.
The unforgiving environment of the wheel/rail interface creates many damage mechanisms. These manifest in defects as varied as corrugations, rolling contact fatigue, and gage-corner cracking, to name only a few. Among the most vexing defects that commuter, transit and high-speed rail lines contend with are squat-type defects known as studs. These defects are superficially similar to squats, though they behave differently, and are in some ways still an unsolved and mysterious phenomenon.
Squats were first observed in the 1950s on Japan’s Shinkansen high-speed tracks. They began to appear with regularity in France and the UK beginning in the 1970s. Classic squats appear as a kidney-shaped mark or depression in the contact band, typically in tangent track and mild curves. As the squat develops, it reveals an underlying V-shaped crack on the gage-side of the defect. The initial crack grows via ratchetting: increments of plastic flow occurring under heavy normal and shear stress from the passing wheels — the same mechanism that drives RCF — and if left untreated can ultimately grow deep enough to result in a rail break, Richard Stock, Global Head of Rail Solutions at Plasser & Theurer explained at the 2023 Wheel/Rail Interaction Rail Transit conference.
Squat development was largely curtailed in the 1980s by two concurrent factors; the use of preventive rail grinding to remove the damaged layer of material, and the introduction of (at that time) higher-strength rail steels like R260 which is more resistant to plastic deformation (in reference to the then-used grades), Stock said.


In the 1990s, there were reports of a massive resurgence of squats. “It was an epidemic level,” Stock said. Under close examination, it became apparent that while these defects looked like squats, they were something else, later called studs, that had quite different characteristics. Some of the earliest investigation into and classification of studs was done by Stuart Grassie1, who noted the following characteristics:
- They show little-to-no plastic deformation (not ratchetting-driven).
- They form very quickly, often within 10 MGT or less.
- They form on old and new rail, in tangents and in curves.
- They form in the presence of white etching layers/martensite (WELs)
- They are not known to develop in tunnels.
And perhaps most importantly, the preventive grinding programs that worked to control squats were less effective at mitigating studs, Stock said.
The first step to effectively mitigating studs was to determine their root cause. Early studies concluded that the stud problem appeared to coincide with the introduction of heat-treat premium rail steels. “Many studies at the time [late 1990s – early 2000s] concluded that studs were more likely to appear on heat treated rail, and in areas with low wear,” Stock said. This era also saw the introduction of anti-head-check rail profiles designed to mitigate gage-corner cracking by moving the contact band toward the top of rail. It appeared that these profiles, combined with low wear regimes (e.g. by heat-treated rail), created contact conditions that favored stud development.
Another peculiarity of studs is that they are always found in the presence of a white etching layer (WEL) — a thin, hard layer of thermally-transformed material on the rail surface, Stock said. But WELs form frequently on track, under a variety of conditions, and typically wear away without consequence, he added. While thin WELs can be caused by rail grinding, the WELs that develop into surface defects are the result of heat transfer from wheel-slip events. Additionally, the fact that studs tend not to form in tunnels suggests that wet conditions causing low adhesion and poor traction are contributors to wheel-slip and thus stud formation, he added.
Regarding wheel slip, another industry-wide change coincident with the sudden stud proliferation was the development and improvement of traction technology. “In the last 30 years, there’s been a significant increase of traction and slip forces in general,” Stock said. These increases have been due to:
- The shift from DC to AC traction, which results in higher tractive force, and subsequently high rates of wheel slip
- multiple driven axles
- individual wheelset traction control
The precise degree to which traction forces cause wheel slip and WEL development is hard to discern. “Traction and braking systems are proprietary technologies — they’re a black box to us,” Stock said. However, the correlation between changes in traction forces and the profusion of WEL development and stud growth is undeniable, he added.
A final factor that contributes to stud formation is system stiffness. This can relate to stiff track systems or/and stiff vehicle suspension. Although there is no hard evidence available, empirical data corelates stiff system behavior to increased stud appearance.
Many studies over many years have found no single culprit for stud formation. But clearly some combination of factors introduced over the past 30 years has led to a moment in which studs are a complex, multifaceted problem for railway systems around the world, Stock said.
One such system is Seattle’s Sound Transit, where recent efforts in stud mitigation provide a window into how these defects initiate and grow — and how they can be removed. Sound Transit was particularly concerned about a 5-mile stretch of track that is prone to stud development causing accelerated rail replacement, said Mark Reimer, former Chief Technology Officer at Advanced Rail Management and current Director at Sahaya Consulting Ltd.

The studs appeared in tangent and curved track, and initially appeared to be in tight clusters. Due to the very large number of studs, Sound Transit initially supposed that the rail might have a manufacturing defect. “Studs had formed and were forming at seemingly random, innocuous locations in the area of concern with little to no development elsewhere in the system,” Reimer said. Naturally, Sound Transit’s primary concern was the risk of a rail break followed by the impact of slow orders due to shelling caused by studs ‘popping’ out (exceeding track standards for rail surface damage). This concern, however, was based on the fear that at least some of the defects were classic squats, not studs.
“Over decades of review, there’s no evidence that rail breaks occur because of studs,” Reimer said. However, studs can still cause points of increased wheel/rail contact stress, prevent good ultrasonic inspections, and possibly hide more severe internal rail damage, so they must still be addressed.


The number and severity of the studs was still cause for concern for Sound Transit, first because of the potential for a stud to hide another, more dangerous defect, and second for ride quality and noise concerns. To address these concerns, Sound Transit worked with Advanced Rail Management / Global Rail Group to routinely monitor the site via eddy current, ultrasound, and visual inspection. They also implemented a maintenance program that involved corrective and preventive grinding, rail milling, and rail replacement. “We learned a lot about studs but we still didn’t really understand the root cause of what we were dealing with,” Reimer said.
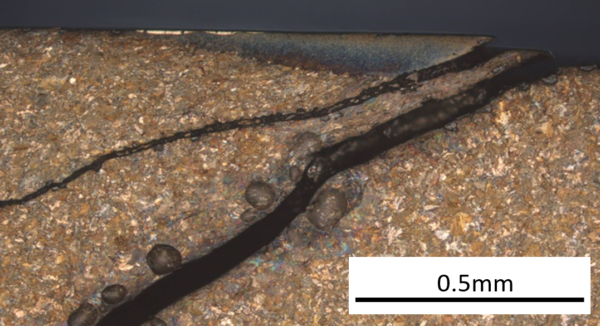
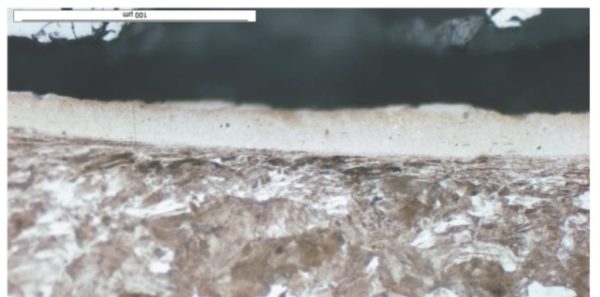
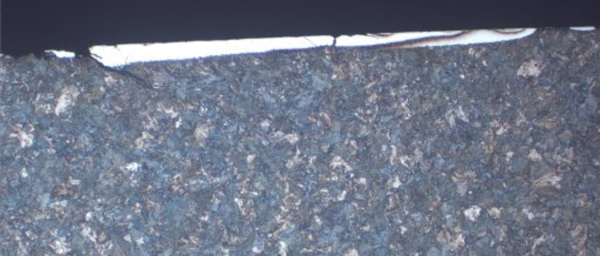
To better understand the development pattern of studs and potential safety impacts, Sound Transit had a piece of affected rail sectioned for metallurgical analysis. This found:
- no manufacturing or metallurgical flaw in the rail
- no surface plastic flow of the type associated with classic squats
- WELs present at all defects peaking in hardness at 900 HV (roughly 670 HB)
With an improved understanding of the safety risk of studs and their (un)likelihood of leading to a rail break, Sound Transit moved forward with more aggressive corrective grinding to attempt to remove the defects. What they found, however, was that very often a few grinding passes exposed and connected shallow subsurface cracks, often linking multiple studs together and causing pieces of rail to spall out. “The studs were simply too deep for grinding to be an effective solution,” Reimer said.
This left rail milling as the last viable option before rail replacement. Even this proved more difficult than expected; the more severe studs were often between 4 mm to 6 mm deep. “Losing 6mm of rail isn’t great, but it still leaves you with about half the rail life remaining as most of this rail had very little natural wear,” Reimer said.
As of 2023, it’s been two years and 20 MGT since the affected track at Sound Transit has been either milled or replaced and put on a customized preventive grinding program. The areas where studs have been completely removed through either milling or rail replacement, followed by regular grinding, has dramatically reduced the re-development of studs, Reimer said.
In terms of detecting incipient studs (before they can be visually identified), both eddy current and ultrasonic inspections show some promise, but neither has proven reliably accurate, Reimer said. This is particularly troubling due to the high rate at which studs develop. “It’s very easy to detect a severe stud, but by then it’s out of the preventive grinding phase and likely at least 2mm deep.”
This leaves the state of stud mitigation at Sound Transit, and elsewhere, somewhat in limbo. Rail that is free or nearly free of studs can be kept that way with a good preventive grinding regime whereas rail even a few MGT further down the path of stud development may be too far gone to cost-effectively remediate.

But there remain questions regarding the optimal timing and frequency of rail grinding to mitigate stud formation; “There’s an unknown amount of time between grinding and incipient stud formation – and that’s a critical preventive maintenance intervention window,” said Eric Magel, Principal Engineer at ENSCO and the Nation Research Council Canada, and co-author of the Sound Transit stud formation study. There are also challenges remaining with identifying the root causes of stud formation; it may be driven by discreet wheel-slip events throughout the fleet, or perhaps individual vehicles with underperforming traction control, he added. There is a potential link between studs and corrugation, since the first section of rail on Sound Transit to suffer severe stud development was also known to be heavily corrugated before the studs developed. It is also thought that variations in vertical wheel loads may contribute to wheel-slip, Magel said. Sound Transit’s own efforts have thus far yielded no definitive culprit.

While Sound Transit has been able to remediate the worst of their stud-affected track, these defects still appear elsewhere, and, as is the case on many other transit systems around the world, present an ongoing challenge. Fortunately, there is a growing body of institutional evidence, experience with, and understanding of squat-type defects — why they form, and how to address them.
1. Grassie, S.: Squats and squat-type defects in rails: the understanding to date. Proceedings of the Institution of Mechanical Engineers, Part F: Journal of Rail and Rapid Transit 226 (Issue 3, 2012), S. 235-242.
Jeff Tuzik is Managing Editor of Interface Journal ( www.interfacejournal.com ).
This article is based on a presentation made at the WRI 2023 Rail Transit conference.




